DESIGNING AND MANUFACTURING CUSTOM ENGINEERED SOLUTIONS
Meeting critical demands of any industry where second-best isn’t good enough.




Rising to the challenge, no matter how great.
When the market demands more of your components,
ask Greene Tweed first.
Rising to the challenge, no matter how great.
When the market demands more of your components,
ask Greene Tweed first.
Built for the harshest industrial conditions
Sealing solutions, connectors, and structural components that outperform and outlast the competition.
No matter the size and scope of your next project, Greene Tweed engineers understand the most challenging industrial environments.




Built for the harshest industrial conditions
Sealing solutions, connectors, and structural components that outperform and outlast the competition.
No matter the size and scope of your next project, Greene Tweed engineers understand the most challenging industrial environments.

For 160 years, Greene Tweed has engineered high performance components for clients in aerospace & defense, oil & gas, life sciences, semiconductor, and other key industries with a highly collaborative approach.
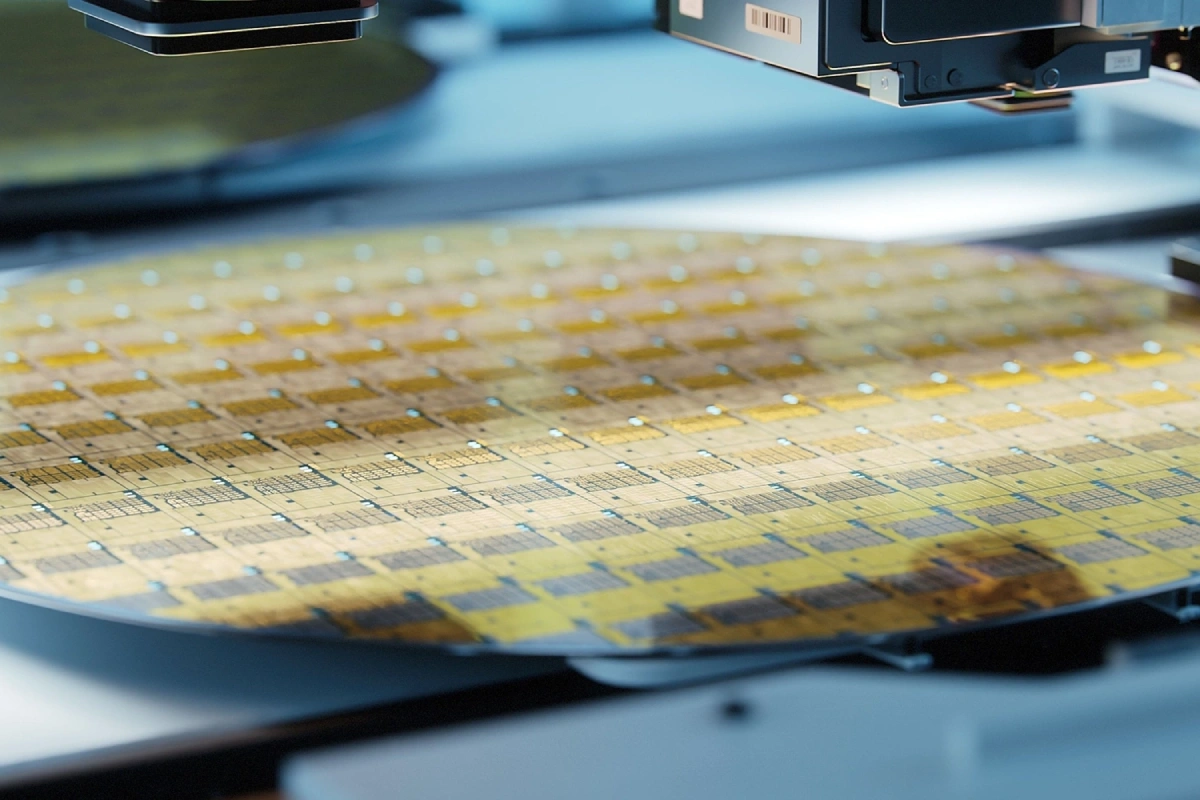
Semiconductor
Boost productivity. Reduce contamination and costs. Our unique solutions combat the harsh plasmas and chemicals in wafer fabrication processes.

Energy
We’ll work with you to deliver custom-engineered, high-performance parts and equipment for oil & gas, petrochemical, and power generation applications.

Life Sciences
We offer solutions for even your most challenging applications in pharmaceutical manufacturing, medical devices, analytical, and food & beverage.
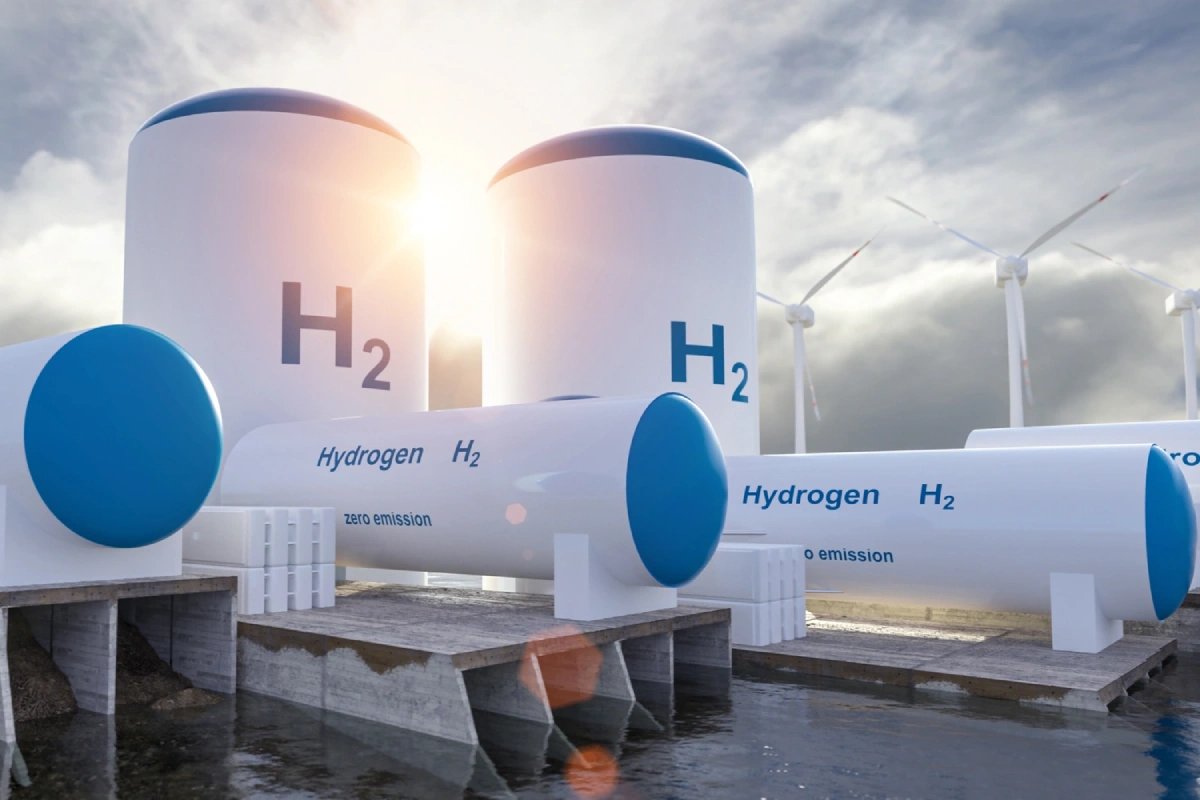
Hydrogen
We're ahead of the game when it comes to solutions for securing the future of the hydrogen economy. Our clean, safe, and durable products match this industry in integrity and reliability.

Industrial Operations
Safeguard your workers and your operations with durable, reliable solutions that optimize performance across a variety of industrial applications.

Aerospace & Defense
Greene Tweed entered the Aerospace & Defense industry over 50 years ago. Find out why our solutions remain an industry standard.

Chemical Processing
Need solutions for chemical compatibility, temperature, pressure, and wear? Our engineers know the right materials to use.
Greene Tweed adheres to the strictest of manufacturing standards
at all our worldwide facilities – no matter where you are.