







L'importance du fini de surface de la quincaillerie d'accouplement de votre joint d'étanchéité
Que feriez-vous si un système d'étanchéité de votre équipement de traitement des semi-conducteurs venait de tomber en panne prématurément ou cessait de fonctionner correctement ? Votre premier réflexe serait de vérifier si le joint est défectueux. Les éléments qui figurent le plus souvent sur la liste de contrôle d'un joint défectueux sont la chimie, la pression du processus et la température locale.
Cependant, quelques éléments importants sont absents de cette liste. Il s'agit de la quincaillerie du presse-étoupe et de la rugosité de surface correspondante. Ces aspects subtils de la conception du matériel peuvent faire ou défaire la capacité d'un joint à fonctionner correctement, et plus particulièrement avoir un impact sur la durée de vie dynamique d'un élément d'étanchéité.
Le terme "finition de surface" fait généralement référence au niveau de polissage ou de texturation appliqué à la surface d'une pièce ou d'un composant. Les paramètres de finition de la surface peuvent être décrits par trois mesures objectives de la rugosité, de l'ondulation et du lay. La rugosité est généralement composée de petites irrégularités, tandis que l'ondulation est constituée de grandes ondulations. La disposition fait référence à la direction du grain ou de la texture dominante sur la surface. Pour les produits d'étanchéité à base d'élastomère, la rugosité seule est souvent utilisée pour rendre compte de la finition, de manière quantitative. Divers acronymes sont utilisés pour décrire la rugosité de surface, notamment Ra, Rsk, Rq, Rku, Rz, RMS, etc. Les micromètres ou même les micro-pouces sont les rugosités de surface les plus courantes, et plus le nombre est petit, plus la finition est fine.
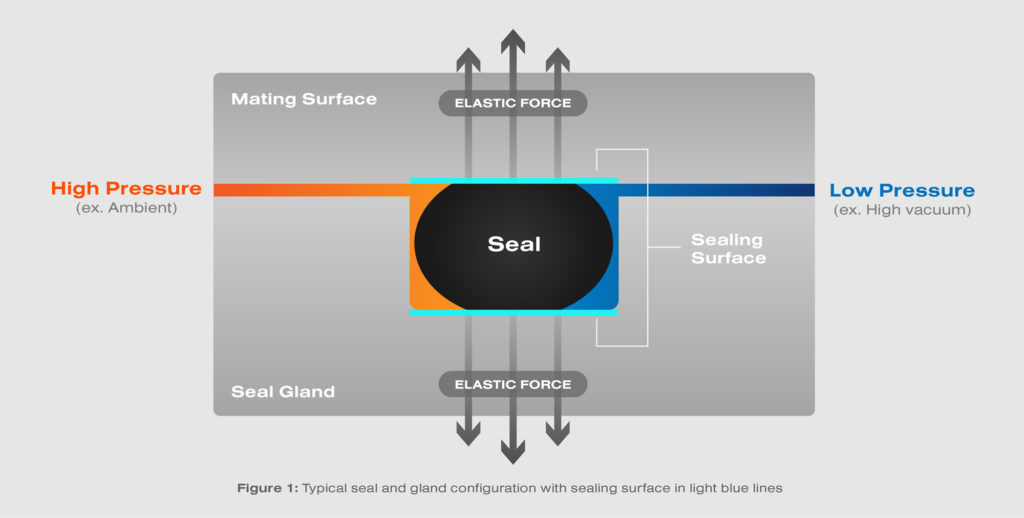
Les exigences en matière de finition de surface varient selon que le joint est en élastomère, en thermoplastique ou dans un autre matériau. La malléabilité générale des élastomères permet une plus grande conformité des variations dans la finition de surface. Bien que la charge (le poids appliqué au joint par les éléments du système) et la pression différentielle de la chambre amènent souvent le matériau souple et élastomère à se conformer aux contraintes texturales du presse-étoupe, une rugosité trop importante des produits d'étanchéité statiques peut créer des voies de fuite possibles pour le fluide. Ces fuites peuvent, par exemple, introduire de l'air ambiant dans des processus qui sont très sensibles à l'eau (sous forme d'humidité de l'air) et à l'oxygène.
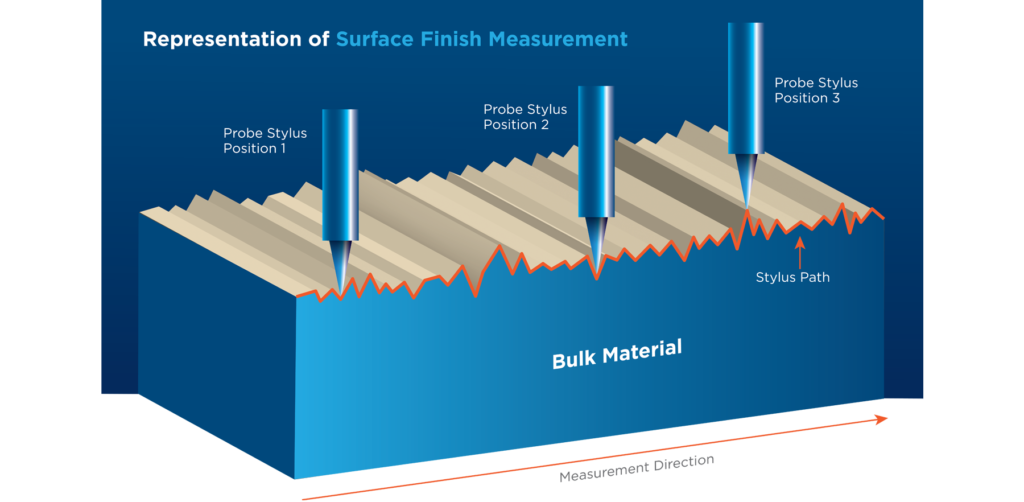
La représentation ci-dessous des variations localisées de la hauteur et de la rugosité de la surface montre comment les mesures de rugosité de surface sont effectuées de manière générale. Il est facile d'imaginer que s'il y avait trop de pics comme celui vers la gauche du diagramme, les matériaux d'étanchéité seraient abrasés ou usés par le contact dynamique, sans compter qu'ils auraient du mal à se conformer à toute la variabilité de la hauteur de surface localisée. De plus, la vallée vers la droite de l'image montre comment une poche se forme, ce qui pourrait permettre de piéger les contaminants des particules ou le lubrifiant pour diminuer la friction par des cycles dynamiques continus.
Le choix de la bonne finition de surface pour les composants matériels de votre application peut être complexe. En général, nous recommandons une rugosité moyenne (Ra) de 8 à 12 micro-pouces pour les joints dynamiques, et de 16 à 32 micro-pouces pour les joints statiques. Les ingénieurs expérimentés de Greene Tweed peuvent vous aider en accédant aux paramètres de votre application pour vous guider vers la bonne finition de surface.
En outre, les exigences en matière de finition de surface sont différentes pour les applications d'étanchéité aux gaz ou au vide de celles requises pour l'étanchéité aux liquides. Pour l'étanchéité aux gaz ou au vide, une finition de surface plus fine est recommandée car la structure et la taille de la plupart des gaz leur permettent de passer à travers des espaces plus petits que ceux qu'un liquide serait capable de traverser.
Bien que la finition de la surface des goulots d'étanchéité soit largement définie par l'état "tel qu'usiné", les utilisateurs finaux peuvent avoir et ont un impact sur l'état à long terme. Plus précisément, lorsque les joints sont retirés du presse-étoupe et lorsque le presse-étoupe est nettoyé avant l'installation d'un nouveau joint, ce sont des occasions d'introduire de la rugosité par l'utilisation d'outils manuels et de protocoles de nettoyage.
Vous pouvez également aimer :