







為何密封件配合件的表面處理至關重要
若半導體製程設備的密封系統突然失效或運作異常,您會如何應對?第一反應通常是檢查密封件是否損壞。密封失效檢查清單中最常出現的項目包括化學成分、製程壓力及局部溫度。
然而,該清單中遺漏了幾項關鍵要素。這些要素涉及密封件的機械結構及其對應的表面粗糙度。此類機械設計的細微差異可能決定密封件能否正常運作,更具體而言,將直接影響密封元件的動態使用壽命。
「表面光潔度」一詞通常指零件或組件表面所施加的拋光或紋理處理程度。表面光潔度參數可透過三項客觀測量值來描述:粗糙度、波紋度與紋理方向。粗糙度通常由較細微的不規則性組成,而波紋度則由較大的起伏波動構成。 紋理則指表面主要紋理或質地的走向。針對彈性體密封產品,常僅以粗糙度作為表面處理的定量指標。描述表面粗糙度時採用多種縮寫,包括Ra、Rsk、Rq、Rku、Rz、RMS等。微米甚至微英寸是最常用的粗糙度單位,數值越小代表表面處理越精細。
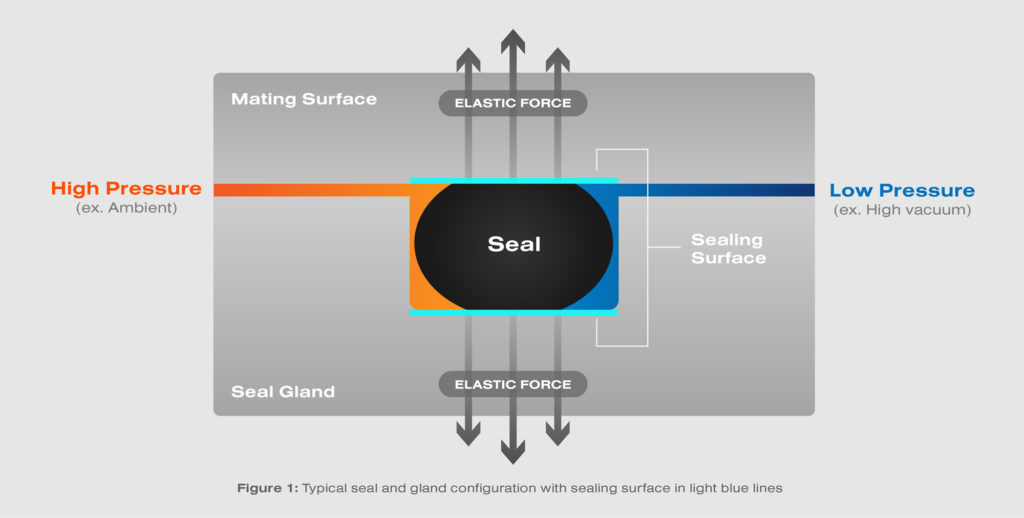
表面光潔度要求取決於密封件屬彈性體、熱塑性塑料或其他材質。彈性體的整體可塑性使其表面光潔度能適應更廣泛的變異性。 儘管系統元件施加於密封件的負荷(重量)與腔室壓差,通常會促使柔軟的彈性體材料適應填料函的紋理限制,但靜態密封產品過大的粗糙度可能形成介質滲漏通道。此類滲漏可能導致環境空氣進入對水分(以空氣濕氣形式)及氧氣極度敏感的製程。
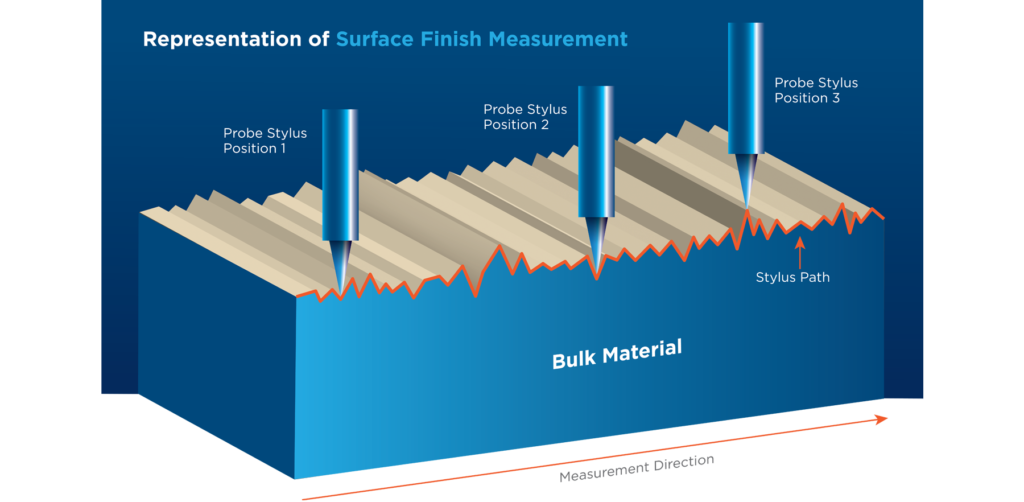
下圖呈現了表面高度與粗糙度的局部變化,展示了表面粗糙度測量的基本原理。不難想像,若存在過多如圖左側所示的峰狀結構,密封材料將因動態接觸而遭受磨損,更遑論難以適應局部表面高度的各種變化。 此外,圖像右側的凹槽結構則展示了凹坑的形成機制——此類凹槽可能在持續動態循環中,因顆粒污染物或潤滑劑滯留而降低摩擦力。
為您的應用選擇合適的五金零件表面粗糙度可能相當複雜。一般而言,我們建議動態密封件採用 8 至 12 微英吋 Ra(平均粗糙度),靜態密封件則採用 16 至 32 微英吋 Ra。格瑞特維經驗豐富的工程師可透過評估您的應用參數,協助您選擇合適的表面粗糙度。
此外,用於密封氣體或真空的應用與密封液體所需的表面光潔度要求不同。對於氣體密封或真空密封,建議採用更精細的表面光潔度,因為大多數氣體的結構與尺寸使其能夠通過比液體更細小的間隙。
密封壓蓋的表面光潔度雖主要取決於「加工完成狀態」,但終端使用者確實能影響其長期狀態。具體而言,當密封件從壓蓋中拆卸時,以及在安裝新密封件前清潔壓蓋時,這些環節都可能因手動工具的使用及清潔程序而引入表面粗糙度。
您可能也會喜歡: